Contact Us 联系我们
 电话
电话139 1838 1958
 邮箱
邮箱13918381958@163.com
 公司地址
公司地址浙江省嘉兴市嘉善县姚庄镇宝群路158号

 139 1838 1958
139 1838 1958




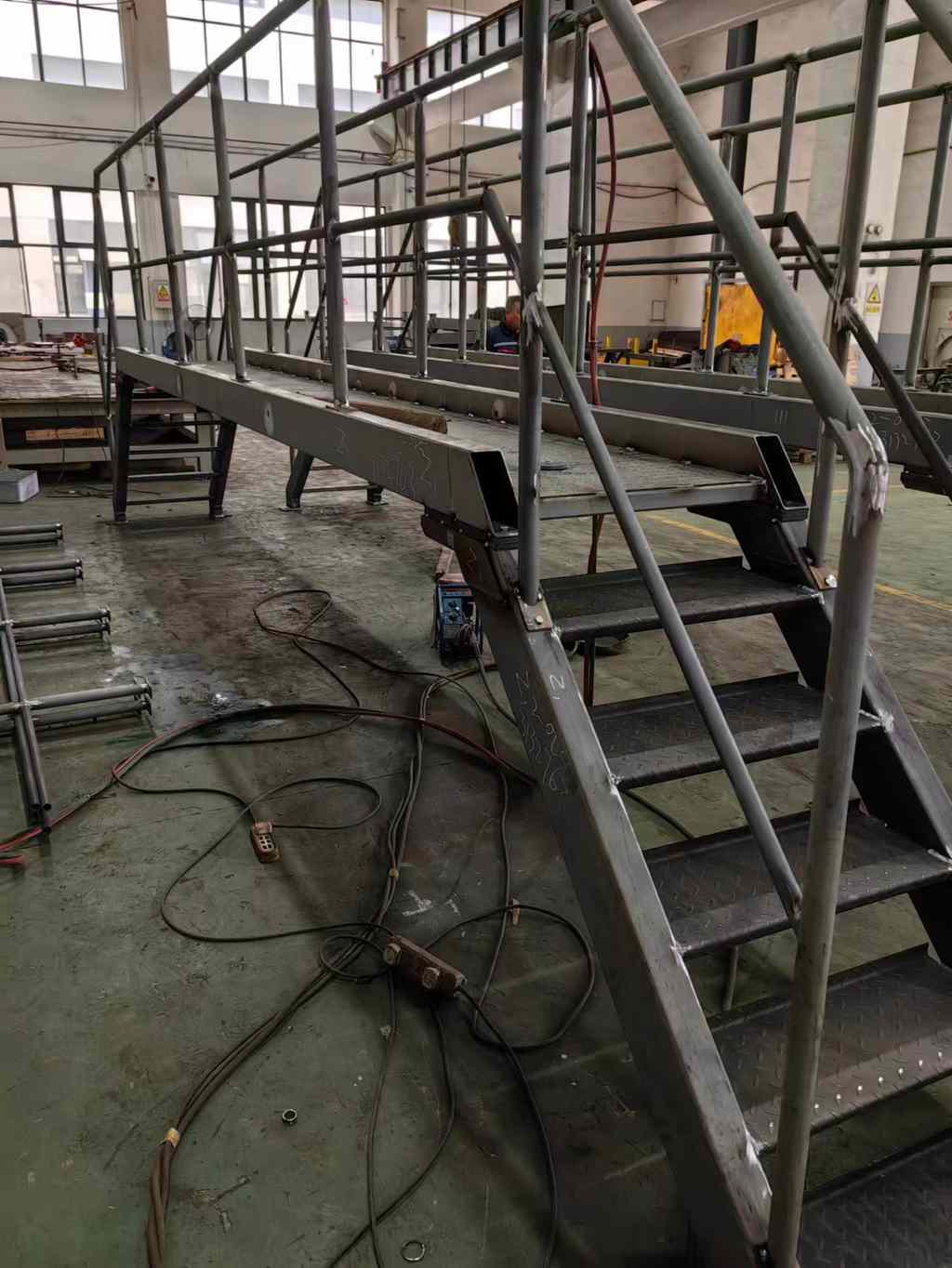
服务项目:大型钢结构扶手楼梯焊接
机械设备:96台 大型机加工设备 可满足不同类型的焊接加工、龙门加工、喷涂加工工艺要求,承接大、中型工件及箱体配套加工。
人员实力:60名 持证上岗人员 经验丰富的设计师、工程师与焊接技工,非标定制焊接各种非标设备。
加工方式:按要求设计制造各种结构件(ODM),按图纸制造各种结构件(OEM)。
【获取报价】:联系客服获取报价
大型钢结构扶手楼梯焊接选鼎实机械;配套德企10年,自有96套大型加工设备,两个焊接加工厂区占地2万平米,钢结构焊接加工工厂联系电话:139 1838 1958。
1. 焊接前的准备
选择合适的材料:钢结构楼梯多用槽钢,市场上有多种规格,选择时要确保材料品质有保证,最好使用国家标准钢。
固定墙体的要求:钢结构楼梯的重要固定点必须是混凝土,如果是空心砖墙或气泡砖墙,则需要挖出位置做混凝土预埋,以确保膨胀螺丝能够牢固固定。
焊接工艺的选择:焊接时要选择最佳电压,控制焊接电流,注意焊接速度与焊接电流的协调使用,以及控制焊接变形。
2. 焊接过程中的注意事项
焊接顺序:焊接时应先单肢拼配焊接矫正,然后进行大拼装。支座、与钢柱连接的节点板等,应先小件组焊,矫正后再定位大拼装。
焊接变形的控制:厚板多层焊接时,应注意层间温度的控制,连续施焊过程中应检验焊接的母材温度,使层间温度尽量能与预热温度保持一致。
焊接质量的监控:焊接过程中要注意焊缝的尺寸、形状和表面质量,确保焊缝符合设计要求,焊缝检测应通过非破坏性检验或微损伤检测。
3. 焊接后的处理
防锈处理:所有钢部件都要做防锈漆,特别是焊接点焊好后,要重新上漆,以提高钢结构楼梯的防腐性能和使用寿命。
表面处理:焊缝处应留出30-50mm暂不涂装,涂装完毕后,应在构件上标注构件的原编号,标明重量、重心位置和定位标记。
质量检验:完成焊接后,要进行严格的质量检验,确保焊接质量和安全性。
综上所述,在进行大型钢结构扶手楼梯焊接时,需要从材料选择、固定墙体处理、焊接工艺、焊接顺序、焊接变形控制、焊接质量监控、防锈处理、表面处理和质量检验等多个方面进行全面考虑和严格把控,以确保焊接质量和楼梯的安全性。
| 序号 | 设备名称 | 用途与数量 |
| 1 | 3万瓦激光切板机 | 切割用;12米长一台 |
| 2 | 20000瓦激光切管机 | 切管用;一台 |
| 3 | 折弯机330吨 | 折弯;两台 |
| 4 | 激光焊接 氩弧焊 气保焊 | 焊接;45套 |
| 4 | 龙门加工中心6米*3.5米,4米*2.7米 | 机加工;2套 |
| 5 | 抛丸机 | 抛丸;1套 |
| 6 | 喷砂机 | 喷砂;1套 |
| 7 | 喷漆房 | 喷漆;2套 |
| 8 | 烘干房 | 烘干;1个 |
| 9 | 车床 铣床 钻床 | 机加;8套 |
| 10 | 数控带锯床 | 下料;6套 |
| 11 | 卷圆机 | 卷圆;1套 |
| 12 | 去毛刺机 | 去毛刺;1套 |
| 13 | 大型油压机 | 弯曲、拉伸、翻边、挤压成形 |
| 14 | 电焊机 | 焊接;60套 |
| 15 | 搬运叉车 | 搬运;15台 |
| 16 | 货运车辆 | 运输;3辆 |
| 17 | 龙门铣床 | 机加工;2套 |
| 18 | 行车 | 搬运;26台 |
| 其他设备 | 光纤激光切割机1台、数控折弯机4台、剪板机1台、自动锯床12台、各类焊机60台套(气体保护焊机50台、氩弧焊机8台、光纤激光焊机1套、机器人焊机1套)、等离子切割机2台、摇臂钻床2台、攻丝机3台、冲压设备5台、车床5台、磨床1台。 | |


 电话
电话139 1838 1958
邮箱13918381958@163.com
公司地址浙江省嘉兴市嘉善县姚庄镇宝群路158号

 公众号
公众号 官方微信询价
官方微信询价