Contact Us 联系我们
 电话
电话139 1838 1958
 邮箱
邮箱13918381958@163.com
 公司地址
公司地址浙江省嘉兴市嘉善县姚庄镇宝群路158号

 139 1838 1958
139 1838 1958




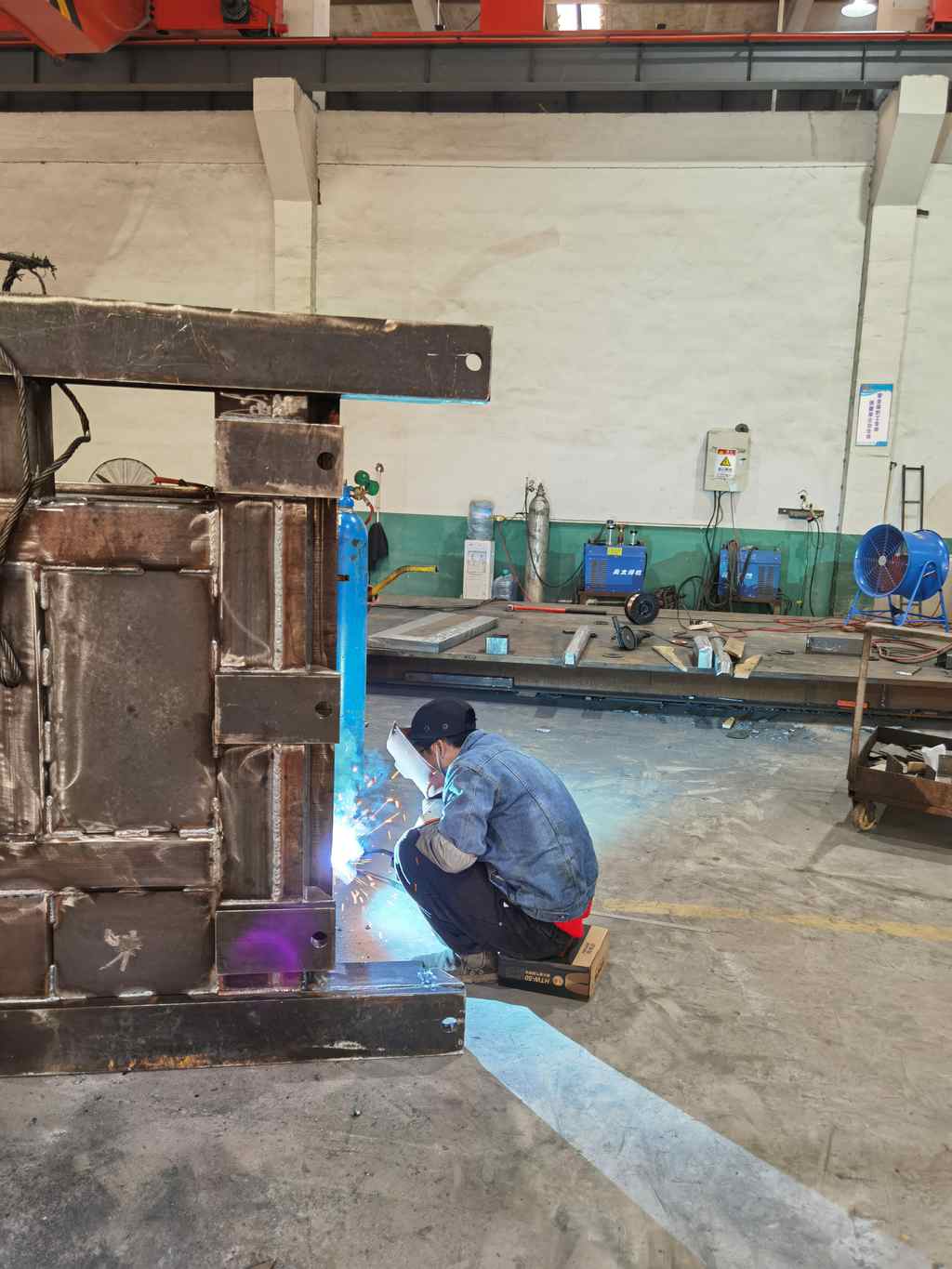
服务项目:机床床身钢结构件焊接
机械设备:96台 大型机加工设备 可满足不同类型的焊接加工、龙门加工、喷涂加工工艺要求,承接大、中型工件及箱体配套加工。
人员实力:60名 持证上岗人员 经验丰富的设计师、工程师与焊接技工,非标定制焊接各种非标设备。
加工方式:按要求设计制造各种结构件(ODM),按图纸制造各种结构件(OEM)。
【获取报价】:联系客服获取报价
机床床身钢结构件焊接的原理是通过加热焊接件至熔化状态,并通过焊接材料将其连接在一起,形成整体结构。焊接过程主要包括预处理、定位、夹紧和焊接等步骤。
预处理:为了使焊接件表面的脏物、氧化物等杂质清除干净,确保焊接接头的质量。
定位:将焊接件放置在正确的位置,以便焊接。
夹紧:保持焊接件的位置不变,防止在焊接过程中发生变形。
焊接:将焊接件进行加热,并通过焊接材料将其连接在一起。
机床床身钢结构件焊接时,选择合适的焊接材料至关重要。焊接材料应具有较高的强度和良好的韧性,以确保焊接接头的机械性能。同时,考虑到机床使用环境,焊接材料还应具有良好的耐腐蚀性,以延长机床使用寿命。常用的焊接材料包括焊条、焊丝和焊剂等。
焊条:操作简便、成本低廉,可根据机床大件的材料和厚度选择不同型号的焊条。
焊丝:适用于自动化和半自动化焊接工艺,具有高效、稳定的特点。
焊剂:在焊接过程中起到保护、冶金和改善焊缝成形的作用。
机床床身钢结构件焊接常用的方法包括焊条电弧焊、气体保护焊(如CO2气体保护焊)、埋弧焊等。不同的焊接方法具有不同的特点和适用范围,应根据具体情况进行选择。
焊条电弧焊:操作灵活,适用于各种位置的焊接,但焊接速度相对较慢。
气体保护焊:焊接速度快,焊缝质量高,适用于自动化和半自动化焊接。
埋弧焊:焊缝质量稳定,适用于厚度较大的构件的焊接。
在焊接工艺方面,应严格控制焊接参数(如焊接电流、电压、焊接速度等),以确保焊缝的质量和性能。同时,还应采取合理的焊接顺序和焊接方法,以减小焊接变形和残余应力的产生。
机床床身钢结构件焊接质量控制是确保机床精度和稳定性的重要环节。焊接完成后,应对焊缝进行质量检验,以确保焊接质量符合要求。常见的质量检验方法包括目测检验、尺寸测量、无损检测(如超声波检测、X射线检测)等。
目测检验:通过肉眼或放大镜检查焊缝的外观,如焊缝的平滑度、焊渣的清除情况等。
尺寸测量:使用测量工具对焊缝的尺寸进行测量,以确保其符合设计要求。
无损检测:采用射线检测、超声波检测等方法,检查焊缝内部的缺陷,如裂纹、气孔、夹杂等。
焊接完成后,还需要进行相应的焊后处理,以保证焊接接头的稳定性和耐腐蚀性。焊后处理可以包括砂轮打磨、除渣、防腐涂层等。通过焊后处理,可以提高机床床身钢结构件的工作寿命和使用安全性。
| 序号 | 设备名称 | 用途与数量 |
| 1 | 3万瓦激光切板机 | 切割用;12米长一台 |
| 2 | 20000瓦激光切管机 | 切管用;一台 |
| 3 | 折弯机330吨 | 折弯;两台 |
| 4 | 激光焊接 氩弧焊 气保焊 | 焊接;45套 |
| 4 | 龙门加工中心6米*3.5米,4米*2.7米 | 机加工;2套 |
| 5 | 抛丸机 | 抛丸;1套 |
| 6 | 喷砂机 | 喷砂;1套 |
| 7 | 喷漆房 | 喷漆;2套 |
| 8 | 烘干房 | 烘干;1个 |
| 9 | 车床 铣床 钻床 | 机加;8套 |
| 10 | 数控带锯床 | 下料;6套 |
| 11 | 卷圆机 | 卷圆;1套 |
| 12 | 去毛刺机 | 去毛刺;1套 |
| 13 | 大型油压机 | 弯曲、拉伸、翻边、挤压成形 |
| 14 | 电焊机 | 焊接;60套 |
| 15 | 搬运叉车 | 搬运;15台 |
| 16 | 货运车辆 | 运输;3辆 |
| 17 | 龙门铣床 | 机加工;2套 |
| 18 | 行车 | 搬运;26台 |
| 其他设备 | 光纤激光切割机1台、数控折弯机4台、剪板机1台、自动锯床12台、各类焊机60台套(气体保护焊机50台、氩弧焊机8台、光纤激光焊机1套、机器人焊机1套)、等离子切割机2台、摇臂钻床2台、攻丝机3台、冲压设备5台、车床5台、磨床1台。 | |




 电话
电话139 1838 1958
邮箱13918381958@163.com
公司地址浙江省嘉兴市嘉善县姚庄镇宝群路158号

 公众号
公众号 官方微信询价
官方微信询价